
488*300*11*18H型钢 六安镀锌H型钢 切割零售



该功率的水平比许多家用电暖气所需要的功率还低,通过透镜和反射镜,激光束在很小的区域。能量的高度集中能够进行迅速局部加热,使不锈钢蒸发。此外,由于能量非常集中,所以,仅有少量热传到钢材的其它部分,所造成的变形很小或没有变形。利用激光可以非常准确地切割复杂形状的坯料,所切割的坯料不必再作进一步的。利用激光切割设备可切割4mm以下的不锈钢,在激光束中加氧气可切割8~1mm厚的不锈钢,但加氧切割后会在切割面形成薄薄的氧化膜。轧三特钢
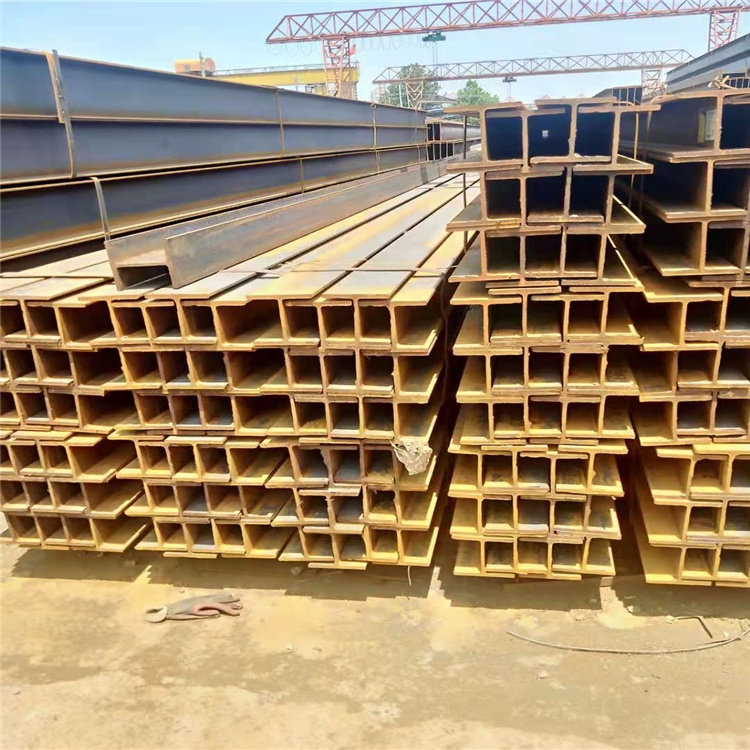
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度 mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差 *18H型钢 六安镀锌H型钢 切割零近年来 大力推广化学建材,聚乙作为一种工程树脂得到了 广泛的应用,特别是聚乙压力管材随着化学树脂技术更深入的研究和提高,日益表现出优良的物理力学性能和巨大的社会经济价值.被广泛用于市政给排水、燃气管道、农业灌溉等领域。热熔焊制管件作为聚乙压力给水管道一种主要连接形式的管件被大量采用,在应用过程中,人们不断地对其工艺控制和应用方法进行探索和研究,积累了大量的经验和数据。在这里我们通过相关和试验数据对焊制管件承压性能进行某种探讨。熔连接原理聚乙是一种具有半结晶的热塑性高分子聚合物,具非极性的长链分子结构,分子之间相互缠绕和贯穿,具有非常典型的玻璃态、高态、粘流态三个物态区间。热熔焊制连接充分运用扩散原理,在晶体的融熔温度附近,聚乙分子吸收足够的能量,导致其剧烈运动,在外力的作用下,熔融界面的分子相互渗透和缠绕,进行分子链的物理重组和再结晶。对于热熔焊制连接过程而言,加热温度、焊制压力、冷却和加热时间决定了焊缝品质的高低。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。 8H型钢 六安镀锌H型钢 切割零通常,加入缓蚀剂将较大地降低酸对零件的腐蚀,(一般可减少腐蚀85%以上),但加入量应严格控制,过量加入反而降低防腐效能。经酸洗后的零件应用防锈剂浸过,这样零件将呈银白色并可去除热残渣等污物,明显提高淬火类零件的清洁度。对于阀杆磨削时产生的毛,特别是镀铬的带平衡槽的阀杆,粗磨后必须用线径不超过.1mm的铜丝轮去除平衡槽内毛以及锐边毛,精磨表面不允许用钢丝轮抛光,但可用布轮粘石蜡抛光,抛光后须用热水洗净,以免石蜡析出污染油液。合模力的大小,决定了挤压补缩力的大小。全液压式传统压铸机,其合模力就是其的锁模力,也可作为其挤压补缩力。而曲肘式压铸机的向前挤压力等于其合模油缸力乘以锁模机构的杠杆比,但也不能超过其锁模机构所能承受的抗压强度。用这种设备进行挤压压铸,由于其合模初期位置并未到达合模机构的自锁"死点",而挤压终结位置才是其锁模抗力的"死点",若以同样压铸比压充型,所能生产的零件的投影面积有所减少。界定挤压铸造的主体技术特征挤压压铸的挤压补缩比压约为普通压铸压射比压的5-1倍。以挤压压铸的挤压比压衡量,现时除了用四柱油压机改造的立式模浇注挤压铸造机符合挤压铸造主体技术指标外,其余装置实现的,还只是属于传统压铸所属工艺范围,还不是真正意义上的挤压铸造。这个概念,我们是要界定清楚的。以传统压铸机压射装置进行挤压压铸工艺的不可行性现时传统压铸机无论是哪一种锁模机构,受帕斯卡定律的制约,设计的压射力约是锁模力的十分之一。